4 consejos para optimizar la calidad y reducir el tiempo de ciclo en el rectificado de perfiles de dientes de engranes
Publicado en la edición de febrero de 2024 de la revista Gear Technology
El rectificado de perfiles de dientes de engranes, también conocido como rectificado de forma, es un método de acabado utilizado en la fabricación de engranes. Involucra el uso de ruedas de rectificado de liga vitrificada para modificar o corregir el perfil de los dientes de los engranes, a menudo después del tratamiento térmico. La rueda de rectificado pasa entre dos dientes opuestos, desbastando ambas superficies al mismo tiempo. En comparación con el corte de engranes, se sabe que este proceso proporciona un acabado más preciso de los dientes y ofrece más versatilidad debido a que ofrece la capacidad de hacer perfiles específicos y únicos o de realizar correcciones a los perfiles al preparar la rueda con las correcciones o modificaciones requeridas. En la mayoría de las aplicaciones, se utilizan ruedas tipo 1 o tipo 4. La máquina y la geometría de los engranes determinan el tamaño de la rueda.
El rectificado de perfiles ofrece versatilidad y puede usarse en engranes con problemas de holgura que no permiten otros procesos de rectificado.
Debido a los requisitos de calidad involucrados, el rectificado de perfiles puede ser un proceso costoso que requiere mucha mano de obra, lo que lo convierte en una parte fundamental de la producción total de engranes de los fabricantes. Por lo tanto, es importante elegir la rueda adecuada y seguir las mejores prácticas para ayudar a reducir los tiempos de ciclo y los riesgos de quemaduras, así como a optimizar la calidad en estas operaciones.
Conceptos básicos del rectificado de perfiles
El rectificado de perfiles de dientes de engranes es un proceso discontinuo que desbasta los flancos de los dientes del engrane derecho e izquierdo al mismo tiempo, hueco por hueco. La rueda es perfilada con las dimensiones exactas del engrane que se va a desbastar. La mayoría de las máquinas utilizan un rectificador de diamante rotatorio montado detrás de la rueda de rectificado, en la parte superior de la rueda o debajo de ella. Durante el proceso, el rectificador y la rueda de rectificado (o una combinación de ambos) se mueven en múltiples ejes para lograr el perfil de diente de engrane deseado. En comparación con el rectificado de engranes de generación continua, en el cual el perfil se produce por el movimiento que se genera, en este proceso, el perfil se produce por la forma del perfil que se rectifica en la rueda abrasiva. Esto ayuda a proporcionar una mayor precisión del perfil. En la mayoría de los casos, el rectificado de engranes es el último paso en el proceso de fabricación. Después del rectificado, en general, el engrane se prepara para el ensamblaje. Las máquinas utilizadas en este proceso varían según el fabricante y el tamaño. Algunas máquinas pueden desbastar engranes de hasta 20 pies de diámetro dentro de un recinto. Otras máquinas están construidas para lotes de producción más grandes y pueden estar equipadas con capacidades de carga y descarga automatizadas, aunque la mayoría del manejo de materiales dentro y fuera de la rectificadora se suele realizar de forma manual con polipastos.Desafíos del rectificado de perfiles
There are several challenges that can affect the cycle time and quality produced in profile grinding. These include:
- Quemaduras por rectificado: las quemaduras suelen ser el elemento de calidad más crucial en el rectificado de perfiles.
Cuando no se manejan correctamente, pueden causar merma y aumentar los tiempos de ciclo. - Mantenimiento de la forma: la capacidad de la rueda de rectificado para mantener la forma es el siguiente elemento de calidad más importante, y tiene un impacto directo en los tiempos de ciclo y en la geometría de los engranes.
- Nivel de habilidad del operador: es fundamental que el operador tenga conocimientos sobre los engranes y esté capacitado en el uso de máquinas para el rectificado de perfiles. Encontrar, capacitar y retener a estos operadores puede ser un desafío.
- Vida útil de las ruedas de rectificado: es importante elegir ruedas de rectificado que puedan cumplir con todos los requisitos de calidad y, al mismo tiempo, proporcionar la mayor vida útil de la herramienta. Usar la estrategia de rectificado correcta puede ayudar a extender la vida útil de las ruedas de rectificado. Es por eso que la capacitación de los operadores en aplicaciones de rectificado de perfiles es particularmente importante para garantizar que utilicen las estrategias de rectificado adecuadas.
- Parámetros incorrectos: primero, se debe determinar la estrategia general de rectificado, luego, se pueden programar o ajustar los parámetros de la máquina. Usar parámetros de programación incorrectos en el proceso de rectificado de perfiles puede dar lugar a un aumento de los tiempos de ciclo, una mala calidad de los engranes, quemaduras y un aumento de la merma en la producción de engranes. Consultar con un ingeniero de aplicaciones, por ejemplo, de un fabricante de abrasivos como Weiler Abrasives, puede mejorar los resultados.
- Cuellos de botella en la producción: el proceso de rectificado de perfiles puede provocar cuellos de botella. Por ejemplo, los engranes muy grandes o las operaciones de rectificado a partir de sólidos pueden tener tiempos de ciclo de dos a 12 horas. Un cambio estratégico en la rueda de rectificado en sí o quizás un ajuste de los parámetros puede reducir ese tiempo a la mitad o más.

Una rueda de rectificado de perfiles de alto rendimiento de Weiler Abrasives en el que se ve su porosidad elevada. Estas ruedas de alto rendimiento ofrecen una mejor retención de la forma y una vida útil más prolongada.
Opciones de productos abrasivos
Al elegir una rueda de rectificado, hay muchas fórmulas disponibles. Dependiendo de la dureza del engrane, el tamaño y el método de acabado, diferentes ruedas de rectificado tendrán diferentes resultados. Otros factores que se deben considerar son el tamaño de la rueda (ancho y diámetro) así como la velocidad nominal. Los distintos tipos de ruedas de rectificado pueden proporcionar diversas propiedades de corte, durabilidad y vida útil del producto.
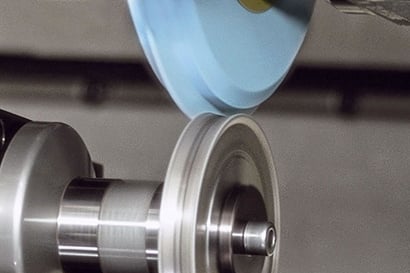
 Una rueda de liga vitrificada y porosidad abierta cuenta con granos de óxido de aluminio o cerámicos de alto rendimiento. Para el rectificado de perfiles, se prefiere utilizar ruedas de porosidad inducida, o poros muy grandes, para reducir el riesgo de dañar o tener que desechar la pieza. En esta imagen, se muestra una rueda de porosidad abierta después del rectificado sin signos de carga.
Una rueda de liga vitrificada y porosidad abierta cuenta con granos de óxido de aluminio o cerámicos de alto rendimiento. Para el rectificado de perfiles, se prefiere utilizar ruedas de porosidad inducida, o poros muy grandes, para reducir el riesgo de dañar o tener que desechar la pieza. En esta imagen, se muestra una rueda de porosidad abierta después del rectificado sin signos de carga.
Por lo general, en las operaciones de rectificado de perfiles, se selecciona una rueda de liga vitrificada de porosidad abierta con granos de óxido de aluminio o cerámicos de alto rendimiento. Esto difiere de las ruedas que se utilizan en el rectificado de engranes de generación continua, en el que se suele usar una rueda de porosidad normal o no inducida. Para el rectificado de perfiles, lo ideal es usar una rueda de porosidad inducida, o de poros muy grandes, para reducir el riesgo de dañar o tener que desechar la pieza, lo que puede agregar un costo considerable a la operación. Por lo tanto, es importante usar la rueda adecuada para el trabajo. Incluso si en la operación no se utiliza la rueda a su máxima capacidad, elegir la rueda correcta puede ayudar a evitar resultados desastrosos. Utilizar una rueda incorrecta puede costarle a una empresa miles de dólares o más si el engrane falla después de haberse instalado y estar en uso.
Cuatro consejos para el rectificado de perfiles
Optimizar la calidad y reducir los tiempos de ciclo en el rectificado de perfiles requiere atención a algunas prácticas recomendadas importantes. La estrategia de rectificado también desempeña un papel fundamental, por lo tanto, debe asegurarse de considerar factores como cuántos dientes puede rectificar antes de tener que aderezar. Tenga en cuenta estos cuatro consejos para el rectificado de perfiles.
- Mejor retención de la forma
Hay dos elementos en el ciclo de rectificado que se deben considerar: el tiempo de rectificado y el tiempo de aderezado. El tiempo de aderezado dentro del ciclo puede ser de entre tres y ocho minutos o más. Por lo tanto, mientras mejor pueda retener la forma, más tiempo podrá cortar entre ciclos de aderezado, y más rápido será su tiempo de ciclo. Es por eso que la capacitación de los operadores en aplicaciones de rectificado de perfiles es particularmente importante para garantizar que utilicen las estrategias de rectificado adecuadas. Consulte con un fabricante de abrasivos para producir una rueda con una tecnología grano y liga óptimos para maximizar la retención de la forma.
- Corte más frío:
El elemento de calidad más crucial en el rectificado de perfiles es el riesgo de quemaduras. Las quemaduras, o el templado, se producen cuando la superficie del diente ha estado expuesta a temperaturas muy altas durante el proceso de rectificado. Esto puede disminuir la dureza y causar tensiones en el material del engrane, lo que puede provocar grietas que conduzcan a fallas en el engrane. La mayoría de las máquinas tienen sistemas de refrigeración de gran volumen que les permiten contar con las propiedades de inundación adecuadas para lavar las virutas de metal que crea la rueda, así como boquillas de alta presión para limpiarla. Antes de poder elegir una rueda, se deben cumplir estas condiciones. De lo contrario, la rueda no funcionará según lo previsto. Las ruedas que realizan cortes a temperaturas más bajas pueden proporcionar numerosos beneficios. A medida que aumenta el rendimiento y la agresividad de las ruedas, es importante seleccionar una rueda de corte que funcione a temperaturas más bajas para evitar quemar la pieza y dañar la rueda. Las ruedas desbastan a menor temperatura al maximizar el momento exacto en que el grano se libera de la liga y teniendo la tecnología de grano adecuada para el trabajo. Cuando una rueda de alto rendimiento puede cortar a temperatura más baja, puede ser posible cortar más rápido. Además, si el proceso de desbaste de la pieza bruta del engrane es lo más preciso posible o tiene una geometría y un tamaño óptimos antes del rectificado, se reducirá el riesgo de fallas de calidad y ayudará a estabilizar la operación de rectificado.
- Aumente la vida útil de las ruedas con volúmenes de corte más altos (V’w):
El volumen de corte es la medida de cuánto material del diente del engrane se puede remover antes de que la geometría deba corregirse, lo que también se conoce como el momento en que se produce la pérdida de forma. Cuando se configura una máquina, la forma se prepara en la rueda y se desbasta el engrane, por lo tanto, la forma está en el engrane. La misma forma de la rueda se copia en el engrane.
La cantidad de veces que esto se puede hacer antes de que la forma quede fuera de tolerancia o sea inaceptable se conoce como el volumen de corte alcanzable, que es un cálculo volumétrico. Recuerde que el tiempo de aderezado dentro del ciclo puede ser de varios minutos; por lo tanto, la reducción del tiempo de ciclo se puede lograr mediante una estrategia óptima de rectificado y aderezado. Las distintas ruedas abrasivas tienen diferentes volúmenes de corte.
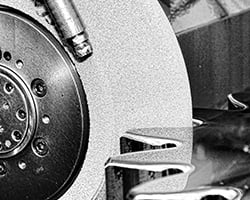
Una rueda de rectificado de perfiles que se está aderezando para demostrar el método utilizado.
Generalmente, las ruedas abrasivas más económicas tienen un volumen de corte menor, mientras que las ruedas de alto rendimiento tienen un volumen de corte muy alto. Los volúmenes de corte más altos se traducen en una mayor vida útil de la rueda y un menor tiempo de ciclo. Se logra un tiempo de ciclo menor reduciendo la cantidad de intervalos de aderezado. Los mejores resultados de las ruedas de alto rendimiento se obtienen cuando la estrategia de rectificado es correcta y se optimiza.
- Reducir el tiempo de ciclo con altas tasas de remoción de material (Q’w):
Mejorar la tasa de remoción de material (MRR) disminuye el tiempo de ciclo. La tasa de remoción de material es una métrica que se utiliza para entender qué tan rápido elimina el material de la pieza la rueda abrasiva. Cuanto mayor es el valor, mayor es la tasa de remoción. Se puede lograr una MRR más alta ya sea aumentando la cantidad de material o incrementando la velocidad de avance de la rueda, o mediante una combinación de ambas opciones. La fórmula para Q’w es:
𝑄′w = (𝑎𝑒 * 𝑣𝑤)/60
donde
𝑎𝑒 = cantidad de material, unidades en volumen
𝑣𝑤 = velocidad de avance, unidades en distancia/tiempo
Dependiendo de la tecnología de la rueda abrasiva utilizada, puede preferirse una velocidad de avance alta en lugar de una baja y una cantidad de remoción de material elevada. Este es un factor común utilizado en el rectificado y suele ser una de las primeras preguntas que hacen los operadores. La fórmula Q’w muestra que se puede ajustar la tasa de remoción de material comprendiendo cómo aplicar la tecnología de la rueda abrasiva correcta para optimizar la cantidad de material, la velocidad de avance o ambos factores. Es importante tener en cuenta que los engranes con pocos dientes tienen una Q’w variable a lo largo del perfil de la raíz a la punta. Debido a que el ángulo del perfil varía de la raíz a la punta en los engranes de paso medio a grande, este tipo de engranes requiere una estrategia de rectificado diferente para lograr una buena calidad y prevenir quemaduras. Al igual que con otros elementos del proceso de rectificado, la Q’w se ve afectada por el sistema de refrigeración, la geometría del engrane y otros factores. Considere también que, aumentar la tasa de remoción en términos de velocidad de avance, puede agregar tensión adicional a la máquina y causar que presente fallas prematuras, lo que aumenta las tareas de mantenimiento y el tiempo de inactividad.
Mejorar el rectificado de perfiles
La calidad y la eficiencia son críticas en el rectificado de perfiles. Un ingeniero de aplicaciones de engranes puede diseñar una estrategia de rectificado para un engrane específico antes de desconectar la máquina y comenzar con la configuración. Trabajar con un ingeniero de aplicaciones de un fabricante de ruedas abrasivas proporciona al operador o al ingeniero de mecánico datos valiosos para diseñar el programa de rectificado con tasas de rectificado óptimas y volúmenes de corte para la tecnología de la rueda específica que se propone. También pueden determinar si la tecnología de la rueda es correcta o si debe rediseñarse o modificarse. Los fabricantes de engranes quieren ser rentables y reducir el tiempo de ciclo en el rectificado de perfiles, pero, ante todo, deben mantener una calidad extremadamente alta, lo que hace que la predicción del ciclo con programación sea crucial. El fabricante de ruedas abrasivas adecuado comprende estos desafíos y puede trabajar con operadores e ingenieros para diseñar la rueda más adecuada para ayudar a ahorrar costos y optimizar el tiempo de ciclo sin sacrificar la calidad.

Dennis Brown,
Gerente de Ventas Técnicas ,
Weiler Abrasives

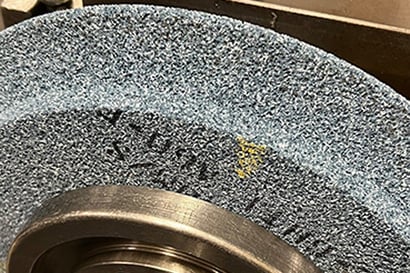
Algunas ruedas de rectificado vienen previamente perfiladas de fábrica, como se muestra en este ejemplo de una rueda de rectificado de perfiles de alto rendimiento de Weiler Abrasives.